

铝合金作为一种结构材料,因其具有重量轻、比强度高、耐腐蚀等优点,在工业生产中得到广泛应用。
随着工业技术对产品轻量化的要求日益增高,对铝合金结构件的需求量也相应地增加,因此铝合金的焊接技术已成为研究热点。
然而,铝合金特殊的物理性质决定了其有以下焊接难点:
1、表面易形成熔点约为2060℃的Al2O3氧化膜,焊接时易产生气孔与夹杂;
2、易产生热裂纹;
3、焊接接头软化严重;
4、线膨胀系数大,易变形;
5、热导率大,焊接时需采用能量集中、大功率热源。
传统铝合金薄板的焊接多采用非熔化极惰性气体保护焊(TIG)和熔化极脉冲氩弧焊(MIG)。但其焊接热输入大、焊后形变大、焊接效率低是目前最大的困扰,这也促使了新技术的出现。
腾特科技工艺中心在承接某客户铝合金构件焊接项目中,就碰到了上述问题。
客户要求在10mm厚的6xxx铝合金板上焊接多个组件,焊缝数量众多,采用MIG焊或TIG焊焊后尺寸变形非常大,翘曲达10mm,很难流入下一步的装配,需进行繁琐的校形工作,严重影响了此产品的有效生产。
为此,我们引入激光-MIG复合焊对该构件进行焊接,激光-MIG复合焊是焊接铝合金材料的一种理想方法。
其主要思想是综合两种焊接方法的优点,避免单一焊接方法的不足与缺陷,具有焊接能量高、焊缝熔深大、焊接过程稳定、装配条件低、高反射材料的焊接等诸多优点,可以实现高效率、高品质的焊接。

激光-MIG复合焊原理图
此项目中,采用激光-MIG复合焊可得到外观成型均匀一致,无裂纹、气孔等缺陷,内部质量良好的焊缝。
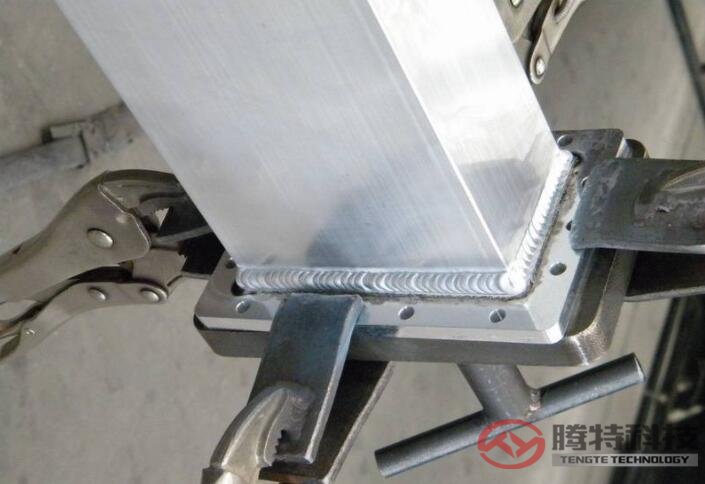
激光-MIG复合焊产品焊缝形貌

MIG复合焊角焊缝焊缝截面形貌
再者,因激光束能量密度集中,热输入低,焊接效率高于传统MIG焊,使得焊接变形大幅度减小,产品焊后平面度控制在1mm左右,可不经过矫正工序直接进行后续装配使用。
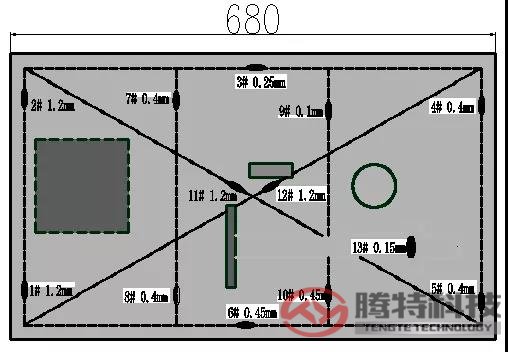
采用激光-MIG复合焊的产品平面度
相较于传统铝合金焊接方式,我们凭借激光-MIG复合焊极大的优势,优化焊接工艺,获得了焊后无需校形即可满足客户使用要求的产品,成功的解决了传统焊接给其带来的困扰。
总结:以上就是小编有关铝合金焊接的一种新型方法以及这种方法的原理图,希望本文能对您有所帮助。如果您还想了解更多有关铝合金的焊接方法,请收藏本站及时关注本站更新。【www.tengte.net】
| 全文结语:以上就是关于《铝合金可以这样焊接【激光-MIG复合焊】》的全部内容,希望对大家有所帮助。想了解更多有关激光切管机、激光切割机、等离子切割机、火焰切割机参数、行情等方面的相关信息,请收藏本站及时关注本站更新。数控切割机厂家官方网址:www.tengte.net| 「数控激光切管机」电话:18658608009
| (备注:出于传播信息、交流知识的目的,本栏目部分文章、图片来源于网络,如有侵权请第一时间告知,小编核实后会立刻删除,不接受任何形式的恶意索赔。)


 厂家客服
厂家客服